联系我们
注册
Deutsch
Deutsch (Deutschland)
Deutsch (Österreich)
Deutsch (Schweiz)
English (International)
English (USA)
Link to Werth Metrology UK
Français
Link to Werth France
Français (Suisse)
Italiano
Italiano (Svizzera)
Español
Português (Portugal)
Português (Brasil)
中国
Nederlands
Polski
Česky
Link to Werth Magyarorszag HU
应用
三维自由形状的工件
挤压成型的工件
模具
半导体工件
平版印刷结构
金属塑料复合材料工件
棱角分明的工件
冲压和弯曲的零件
包装
轴-毂连接
轴和车轴
具有微小特征的工件
具有光学功能表面的工件
具有几何学上确定的切削刃的工具
具有几何不确定切削刃的工具
齿轮
圆柱形工件
行业
驱动器
汽车
建设和设置
电子产品
能源
挤压
爱好/休闲
塑料制品
航空航天
机械工程
医疗技术
光学元件
纺织品
钟表业
工具
产品
设备
生产监控
测量室
计算机断层扫描
刀具测量
传感器
光学
触摸式
计算机断层扫描
软件
辅料
多传感器附件
计算机断层扫描配件
服务
培训课程
WinWerth® 培训
AUKOM 培训课程
联系我们
编程服务
仪器能力分析、测量过程的适用性和可追溯性
采用多传感器技术或计算机断层扫描的测量服务
维修
维护
校准
装配、搬迁和调试
改造和更新
培训课程
下载
关于Werth
公司
联系我们
著作
职业生涯
活动
新闻
Werth基金会
下载
职业生涯
雇主
工作机会
主动提出的申请
基金会
演示文稿
履历表
最新消息
获奖者和受奖者
著作
内部杂志
书籍
实用技巧
专业文章
用户报告
简讯
海报/杂项
下载
主页
关于Werth
著作
专业文章
了解更多
专业文章
关于多传感器技术和计算机断层扫描的功能和使用的背景知识
基于几十年来在光学、测头、计算机断层扫描和多传感器技术方面的经验积累,支持用户成功使用他们的三坐标测量机,按照国际标准进行灵活、安全和可追溯的三维测量。
专业文章
过滤器
2020
2019
2018
2017
2016
2015
2014
2013
2011
2010
January
February
April
May
September
October
November
December
完整的外部和内部测量– X 射线断层扫描在坐标测量中的应用
<p>基础知识 第 3 部分 在坐标测量中,主要使用触觉和光学传感器以及 X 射线层析成像技术。X 射线断层扫描设备的基础和组件(如 X 射线源、旋转轴和探测器)以及软件各不相同,因此其特性也各不相同,对这些特性的基本了解有助于优化其使用。利用测量技术可以全面捕捉空间扩展物体,包括其内部结构。</p>
文件大小: 2.49 MB
输出: QZ 2020/02
专业文章 阅读
灵活且与表面无关– 坐标测量中的触觉传感器技术
<p>基础知识 第 2 部分 坐标测量技术中主要使用触觉和光学传感器以及 X 射线计算机断层扫描技术。触觉传感器的功能原理和结构由机械、光学、电子和软件组成,因此其特性各不相同,对这些特性的基本了解有助于优化其使用。触觉测量在很大程度上与被测物体的表面特性无关。</p>
文件大小: 2.2 MB
输出: QZ 2019/12
专业文章 阅读
坐标测量中的非接触式和快速– 光学传感器
<p>基础知识 第 1 部分 在坐标测量技术中,主要使用触觉和光学传感器以及 X 射线计算机断层扫描。光学传感器的功能原理和结构由机械、光学、电子和软件组成,因此其特性也各不相同,对这些特性的基本了解有助于优化其使用。即使是敏感工件和具有微小特征的工件,也可以在不接触的情况下进行测量。</p>
文件大小: 3.01 MB
输出: QZ 2019/10
专业文章 阅读
多传感器技术或 X 射线断层扫描– 测量任务决定三坐标测量机的选择
<p>为了在质量保证中有效利用三坐标测量技术,必须在精度等级和尺寸正确的测量机上配备适当的传感器或多传感器技术。通常情况下,将非接触式传感器与触觉传感器结合使用是合理的。不过,传感器是否适合完成测量任务取决于多种标准。</p>
文件大小: 1.82 MB
输出: QZ 2018/04
专业文章 阅读
微型刀具和各方面的拓扑结构
<p>由硬质合金或金刚石制成的微型铣刀和特殊工具有时只有十分之几毫米大小,其切削刃具有完美的锋利度,半径仅为几微米。测量这种几何形状是非接触和触觉坐标测量技术面临的最大挑战之一。</p>
文件大小: 1.19 MB
输出: Mikroproduktion 2017/02
专业文章 阅读
高精度、高速度– 地形扫描仪配备新型色谱聚焦线传感器
<p>与点传感器相比,多维距离传感器可实现更高的点密度或测量速度。然而,这往往是以增加测量不确定性为代价的。新型 CFL 色谱聚焦线传感器可同时应对测量技术的两大挑战。</p>
文件大小: 4.23 MB
输出: QE 2017/01
专业文章 阅读
无从选择– 不同传感器的实际应用
<p>现代坐标测量技术可为各种测量任务提供最佳传感器。对于同一工件的不同测量任务,通常可以通过多传感器三坐标测量机最有效地解决。</p>
文件大小: 3.75 MB
输出: QE 2016/04
专业文章 阅读
用于微特征的多传感器技术– 用于喷油器的测量技术
<p>十多年来,大陆集团一直使用Werth Messtechnik GmbH,Giessen 的设备在全球范围内测量燃油喷嘴。最初使用的是图像处理传感器技术,很快又增加了获得专利的 Werth 纤维探头,后来又增加了计算机断层扫描技术。这使得尺寸、形状和粗糙度的测量高度精确,并保证了测量结果的可追溯性。</p>
文件大小: 1.81 MB
输出: QZ 2015/09
专业文章 阅读
完整且无损的– 计算机断层扫描技术在坐标测量领域的十年应用
<p>由于可以对任何结构的部件进行全面、无损的测量,因此很难想象没有计算机断层扫描技术就无法保证质量。自计算机断层扫描技术引入坐标测量领域以来的十年间,Werth 已开发出多种设备和功能,可满足日益繁多的测量任务。</p>
文件大小: 456.23 kB
输出: QE 2015/01
专业文章 阅读
灵活准确的测量– 计算机断层扫描中的伪影校正
<p>使用计算机断层扫描进行测量时,会根据不同的原理产生各种伪影。有多种方法可以纠正由此产生的测量偏差。可根据测量任务选择最合适的方法。</p>
文件大小: 1.94 MB
输出: QZ 2014/11
专业文章 阅读
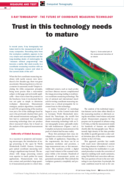
技术必须成熟– X 射线断层扫描,坐标测量技术的未来?
<p>近年来,X 射线断层扫描技术已进入许多公司的测量室。工件上的数据采集突然变得简单明了,计量人员 "测量无需编程 "的夙愿正在变成现实。但究竟什么是带 X 射线断层扫描传感器的三坐标测量机,目前的技术水平如何?</p>
文件大小: 1.74 MB
输出: QZ 2013/05
专业文章 阅读
微型工具为何必须如此精确
<p>在微铣加工中,即使是最小的偏差也会破坏加工过程并增加成本。因此,对极其精确和昂贵的工具提出了极高的要求。质量监控是通过高精度光学或光触测量设备来实现的。</p>
文件大小: 5.99 MB
输出: Mikroproduktion 2011/02
专业文章 阅读
三坐标测量技术中的多点测量– 现代传感器可全面采集工件几何尺寸
<p>现代坐标测量机可配备各种传感器。除触觉传感器外,光学传感器也越来越受欢迎。在这里,可以在很短的测量时间内获得材料表面上的大量测量点。这样就可以对形状、尺寸和位置进行全面评估。利用计算机断层扫描技术对工件进行完整记录,可以提供更深远的可能性。</p>
文件大小: 326.81 kB
输出: QE 2010/05
专业文章 阅读
传送带上的轮廓– 使用光学传感器测量地形
<p>现代坐标测量机可配备各种传感器。除了传统的触觉传感器外,光学传感器也越来越受欢迎。在这里,可以在很短的测量时间内获得材料表面上的大量测量点。这样就可以对形状、尺寸和位置进行全面评估。</p>
文件大小: 1.72 MB
输出: Laser + Photonik 2010/04
专业文章 阅读
联系我们
应用
三维自由形状的工件
挤压成型的工件
模具
半导体工件
平版印刷结构
金属塑料复合材料工件
棱角分明的工件
冲压和弯曲的零件
包装
轴-毂连接
轴和车轴
具有微小特征的工件
具有光学功能表面的工件
具有几何学上确定的切削刃的工具
具有几何不确定切削刃的工具
齿轮
圆柱形工件
行业
驱动器
汽车
建设和设置
电子产品
能源
挤压
爱好/休闲
塑料制品
航空航天
机械工程
医疗技术
光学元件
纺织品
钟表业
工具
产品
设备
生产监控
测量室
计算机断层扫描
刀具测量
传感器
光学
触摸式
计算机断层扫描
软件
辅料
多传感器附件
计算机断层扫描配件
服务
培训课程
WinWerth® 培训
AUKOM 培训课程
联系我们
编程服务
仪器能力分析、测量过程的适用性和可追溯性
采用多传感器技术或计算机断层扫描的测量服务
维修
维护
校准
装配、搬迁和调试
改造和更新
培训课程
下载
关于Werth
公司
联系我们
著作
职业生涯
活动
新闻
Werth基金会
下载
职业生涯
雇主
工作机会
主动提出的申请
基金会
演示文稿
履历表
最新消息
获奖者和受奖者
著作
内部杂志
书籍
实用技巧
专业文章
用户报告
简讯
海报/杂项
下载
本功能仅限本网站注册用户使用。请登录或注册以继续。
此内容仅提供给客户和经过验证的相关方。您是否仍对下载感兴趣?
请通过我们的联系表格与我们联系。我们将尽快给您回复。
只有经过验证的潜在客户和客户才能访问。请调整您的账户类型。
联系我们
创建账户
注册
联系我们
创建账户
注册
关闭
选择另一个国家或地区,查看你的语言内容。
更多
关闭