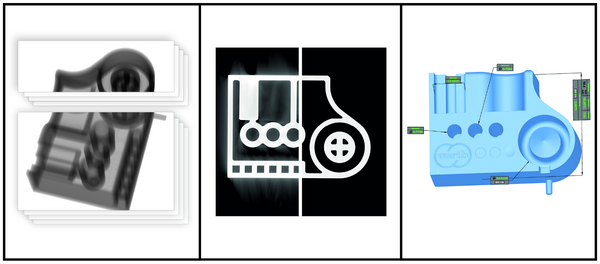
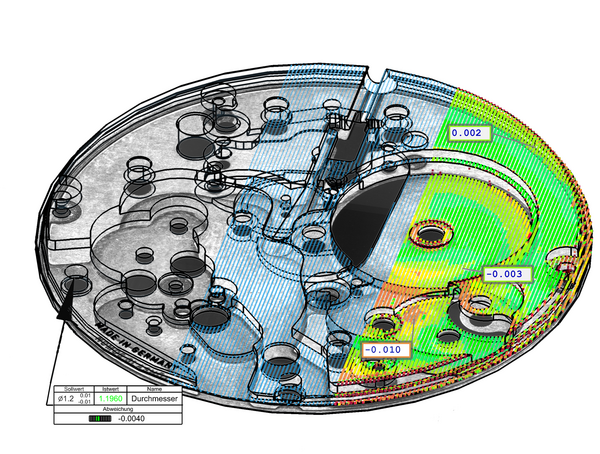
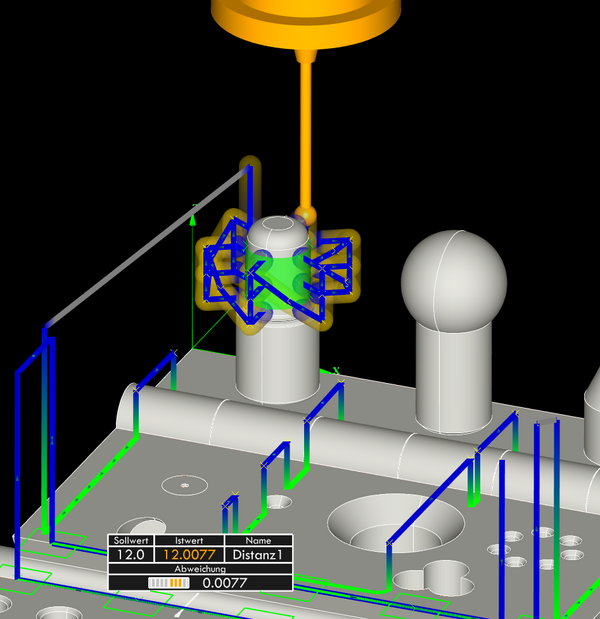
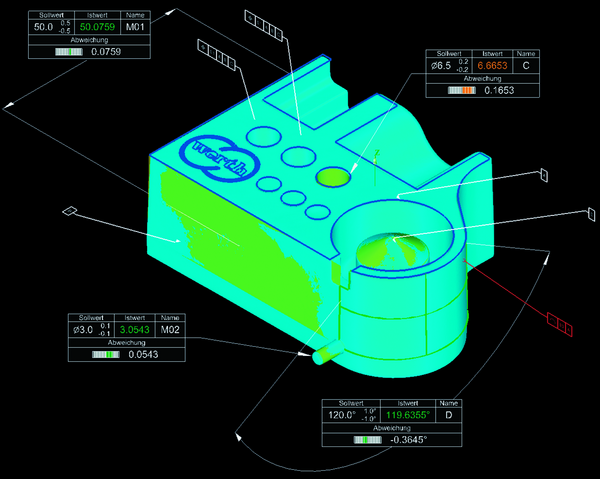
The operation of machines with a wide variety of sensors, but also the evaluation of volume data and point clouds are possible with WinWerth® in a unique combination. The Werth image processing software is based on 40 years of experience and is the foundation of probably the most powerful image processing sensors for coordinate measuring machines currently available. Optical distance sensors, conventional styluses in single-point or scanning mode, the Werth Fiber Probe®, X-ray computed tomography or machines with a combination of several sensors are all supported by the uniform concept. Measurement points, 2D images or volume data can also be conveniently evaluated in terms of geometrical characteristics or with part-to-part deviation analysis. PTB-certified evaluation algorithms ensure correct measurement results. All desired information is displayed in the graphic: CAD models with PMI data, voxel volumes, measurement point clouds, colour-coded deviation plots from 3D nominal-actual comparisons, video images, measurement and calculation elements as well as flags with nominal and actual values, tolerances and deviations. In order to meet the most diverse requirements, the software has a modular structure. Various machines can be operated, from simple measuring projectors to complex multi-axis coordinate measuring machines with multi-sensor systems or even X-ray tomography sensors.
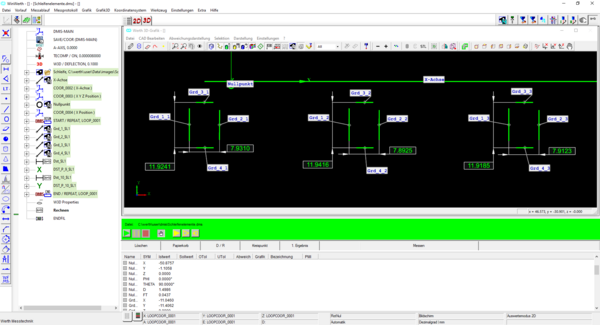
Modern coordinate measuring machines cover a wide range of differently complex tasks. The qualifications of the machine operators range from employees with little training, who only occasionally determine a few sizes, to specialists who, exploiting all technically feasible options, also handle very difficult measuring tasks. The very different working methods are optimally supported by the structure of the WinWerth® software for device operation. For example, there are several access levels that are adapted to the different qualification levels of the operators. Interfaces to CAD systems for target data import and to CAQ systems for statistical evaluation enable the adapted integration of the coordinate measuring machines into company software structures.