Con la tomografia a spirale (elicoidale), l’oggetto di misura viene spostato lungo l’asse rotante mentre ruota. In questo modo tutte le parti dell’oggetto di misura sono irradiate orizzontalmente dalla sorgente al rilevatore almeno una volta. Grazie a questo principio non si verificano artefatti da fascio conico o da anello e gli errori sistematici di misurazione sono di conseguenza inferiori.
La rapida acquisizione dell’immagine tramite OnTheFly CT (in attesa di brevetto) e l’uso di rivelatori di grandi dimensioni con distanze ridotte tra la sorgente di raggi X e il rivelatore riducono il tempo di misurazione. Per un ampio rapporto lunghezza/diametro, dd esempio nel caso di pezzi allungati o attrezzature con più pezzi impilati, il tempo di misura è inferiore rispetto a quello della tomografia raster. Un’ulteriore correzione degli artefatti del fascio conico (brevetto) non è necessaria, e questo spesso riduce il tempo di valutazione.
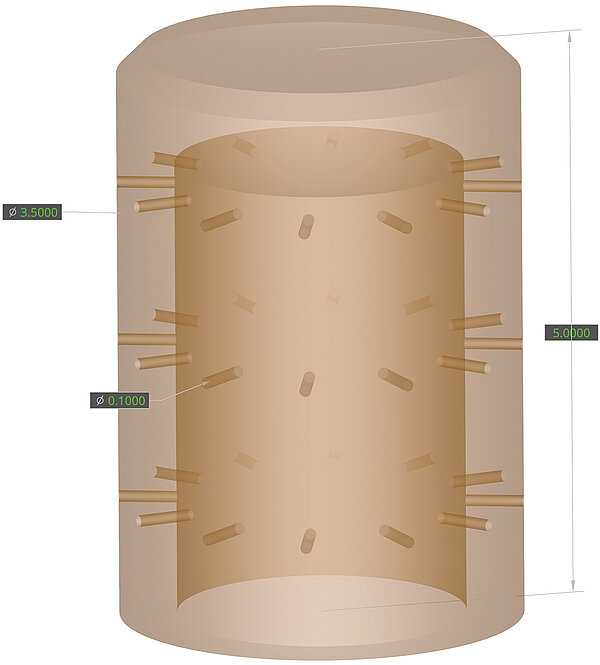
Gli ugelli per endoscopi, di dimensioni millimetriche e con fori a iniezione di circa 100 µm, possono essere misurati nel ciclo di produzione utilizzando i nuovi sistemi e metodi di misura della tomografia computerizzata
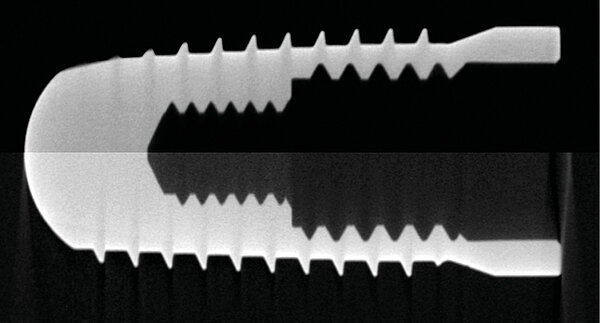
Con la tomografia a fascio conico convenzionale si verificano errori di misura sistematici all’aumentare dell’angolo conico. Grazie ai metodi di correzione del software Werth, questi errori di misurazione si riducono a pochi micron. Rilevando tutte le parti dell’oggetto da misurare con la tomografia elicoidale è possibile ottenere una ricostruzione esatta. Gli artefatti da fascio conico e la necessità di applicare le rispettive correzioni sono così eliminati da questo principio operativo.
Un esempio di applicazione della tomografa elicoidale sono gli ugelli degli endoscopi. Si tratta di pezzi di metallo di dimensioni millimetriche con diverse decine di fori di spruzzo. Per misurare i diametri di questi fori, che presentano lunghezze a due cifre micrometriche, è richiesta un’alta risoluzione e, di conseguenza, l’uso di sorgenti a trasmissione. Con tolleranze di circa 10 µm, gli errori di misura non dovrebbero superare 1 - 2 µm.