A TPK-Kunststofftechnik GmbH em Nörten-Hardenberg, perto de Göttingen, é especializada na produção de artigos plásticos sofisticados e moldes de injeção. Fundada em 1997, a empresa familiar, que é gerenciada por Werner Ternka e seus filhos Heiko e Mario e emprega cerca de 30 pessoas, abrange toda a cadeia de processos: desde a consultoria, o design, a fabricação de ferramentas e a produção de protótipos até a moldagem por injeção em série e a montagem.
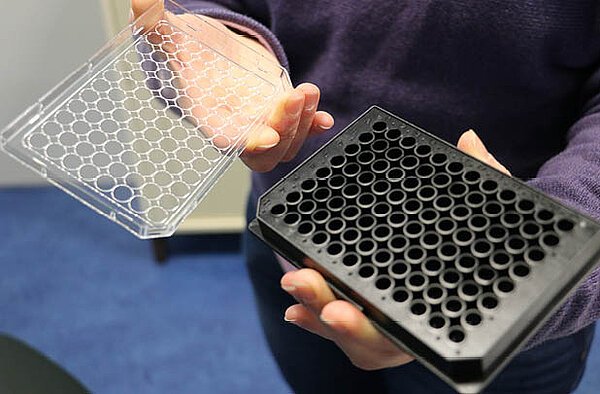
Os clientes da empresa incluem principalmente empresas de tecnologia médica, laboratorial e automotiva, que são conhecidas por terem padrões de qualidade muito altos. Os requisitos aumentaram ainda mais nos últimos anos, enfatiza Mario Ternka, responsável pelo desenvolvimento de produtos, projeto e construção de moldes: "Os dados de desenho que recebemos de nossos clientes atualmente contêm muitas dimensões e tolerâncias que não podem ser medidas com equipamentos de medição manual convencionais e dispositivos de medição mais simples, por exemplo, tolerâncias de forma e posição, ou seja, esquadria, paralelismo e planicidade, bem como tolerâncias de forma livre. Para medir esses critérios corretamente, precisamos, por um lado, de um hardware adequado, mas, por outro, de um grande conhecimento especializado que traduza os valores medidos para a linguagem da fabricação de moldes. É por isso que não podemos deixar a medição a cargo de um prestador de serviços de metrologia."
A TPK atende às crescentes exigências de qualidade com tecnologia de medição de última geração
Por isso, a TPK decidiu investir em equipamentos de medição adequados. Usando uma folha de especificações de 60 pontos, uma equipe de especialistas da TPK avaliou as ofertas de fabricantes conhecidos de equipamentos de medição – e decidiu comprar uma máquina de medição por coordenadas multissensor ScopeCheck® FB 3D da Werth Messtechnik em Giessen.
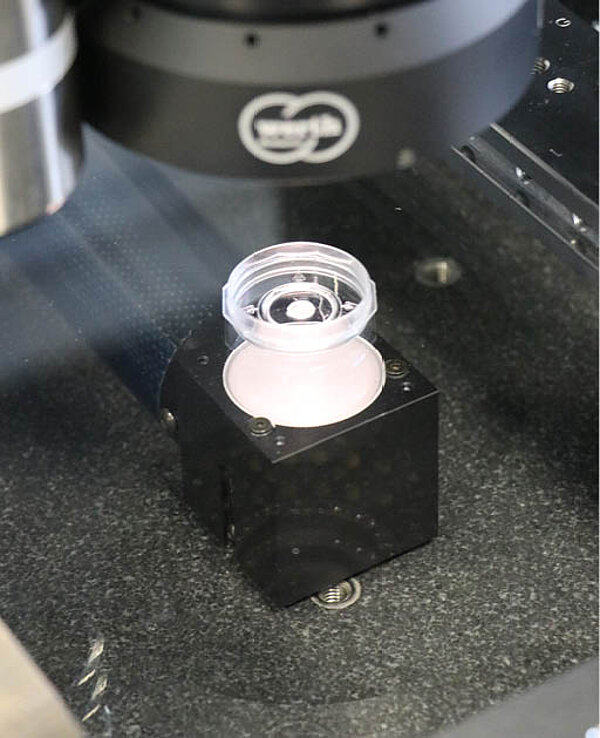
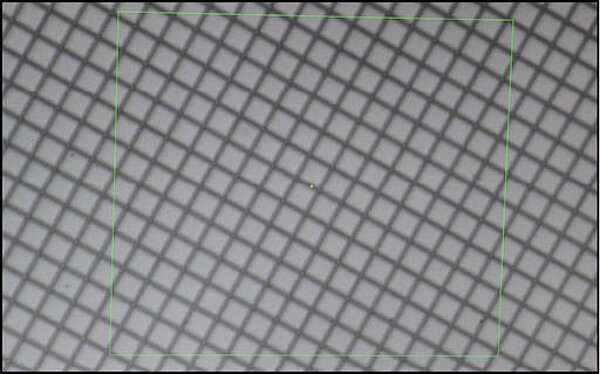
Seu design com uma ponte fixa em uma base de granito e as robustas guias mecânicas de precisão garantem a máxima precisão, mesmo quando usadas perto da produção. O equipamento inclui um sensor de processamento de imagem com Werth Zoom e uma unidade de iluminação suplementar de múltiplos anéis para detecção rápida e confiável de bordas, bem como a sonda de escaneamento SP25; além disso, o escaneamento raster é usado para gerar imagens gerais de alta resolução a partir de imagens individuais obtidas durante o movimento do sensor, que podem então ser convenientemente medidas. Para a medição rápida da superfície óptica, a TPK também investiu no sensor de distância Werth CFP, que utiliza a aberração cromática de lentes especiais para medições extremamente precisas e, em grande parte, independentes da superfície.
Mario Ternka está muito satisfeito com o Werth ScopeCheck® FB: "Nunca teríamos pensado que a precisão e a velocidade dos sensores ópticos seriam possíveis antes."
Mas como a decisão foi tomada? "A combinação de opções de medição óptica e tátil estava no topo da nossa lista de requisitos", explica Mario Ternka. "E o sensor óptico de distância tinha que fornecer resultados de medição confiáveis para peças de alto brilho, transparentes, pretas ou brancas."
Ternka e seus colegas estão particularmente impressionados com a tecnologia do sensor óptico do Werth ScopeCheck® FB: "Não imaginávamos que a precisão e a velocidade fossem possíveis antes. Esse foi o fator decisivo final a favor do ScopeCheck®." Ele também enfatiza sua acessibilidade e facilidade de uso: "O dispositivo pode ser programado – de forma rápida e fácil após um pequeno treinamento –. A medição e a avaliação são executadas de forma totalmente automática."
O Werth ScopeCheck® é um elemento importante na cadeia de processos TPK
A moldagem por injeção é um processo de formação primária no qual os critérios de qualidade, como tolerâncias de forma e posição, etc., são muito mais difíceis de cumprir do que na usinagem. Isso requer uma grande experiência em fabricação e uma cadeia de processos que a TPK desenvolveu e otimizou continuamente nos últimos anos.
A cadeia de processos começa com o modelo CAD 3D. Os projetistas usam esse modelo para criar um molde virtual inicial e uma simulação de moldagem por injeção. Os resultados da análise são usados para otimizar o artigo, por um lado, e para melhorar a ferramenta de moldagem, por outro. Dessa forma, os engenheiros de plásticos tentam neutralizar as dificuldades na moldagem por injeção –, especialmente as distorções causadas pelo encolhimento longitudinal e transversal –.
"Ao projetar o molde de injeção, temos de levar em conta os caminhos de fluxo do plástico, fornecer controle de temperatura e canais de resfriamento e planejar a desmoldagem e a remoção da peça", explica Mario Ternka. A simulação repetida fornece informações sobre o sistema de câmara quente adequado, o ponto de injeção ideal, a posição dos canais de resfriamento, as tolerâncias, o coroamento e muito mais. Somente quando os especialistas em moldagem por injeção têm certeza de que o projeto do molde é adequado, eles produzem o molde de aço. Na TPK, isso é feito principalmente em máquinas-ferramentas modernas, por exemplo, por meio de fresagem e erosão de 5 eixos.
Em casos simples, a precisão dimensional das ferramentas de moldagem complexas é medida diretamente na máquina-ferramenta. Medições difíceis, como a posição de um contorno em relação às bordas externas e a posição de recessos em um bolso ou de núcleos torneados, podem ser realizadas pelos fabricantes de moldes usando o Werth ScopeCheck® FB e a combinação de tecnologia de sensores ópticos e táteis.
Quando o molde está pronto, ele é testado em uma das 15 máquinas de moldagem por injeção com forças de fixação de até 2.200 kN e otimizado no departamento de fabricação de ferramentas até que a moldagem por injeção e a desmoldagem estejam estáveis. Em seguida, o projetista da TPK cria um programa de medição em uma peça de amostra moldada por injeção no ScopeCheck®, que registra todos os critérios decisivos. Outras alterações no molde são decididas com base nos resultados. Mario Ternka enfatiza: "Nessa fase, geralmente estamos falando de correções na faixa de alguns décimos a centésimos de milímetro, que são necessárias para atender a tolerâncias muito restritas. Sem a precisão do nosso dispositivo multissensor, não poderíamos registrar esses valores, ou só poderíamos fazê-lo com muito custo."