




将高分辨率亚微焦管和高压微焦管结合到三坐标测量机中,可以解决各种测量任务。
将高分辨率亚微焦管和高压微焦管结合到三坐标测量机中,可以解决各种测量任务。
亚微焦管将双管测量系统的分辨率提高了一个数量级,达到了小于一微米的分辨率。300 kV 的微焦管可以测量大型或高密度工件,分辨率可达几微米。因此,该设备适用于不同分辨率要求、不同工件尺寸和材料的应用。现在,几乎所有的计算机断层扫描测量任务都可以用一台设备来完成。通过与兴趣区域计算机断层扫描(ROI-CT)相结合,还可以在相对较大的工件上测量多个小细节(专利)。为此,使用微焦管测量 CT 总图,使用亚微焦管以更高的放大倍率测量 ROI。
微焦管的电压最高可达 300 kV,最大功率为 80 W,焦斑尺寸仅为几微米。即使在最大功率下,透射靶也能实现如此小的焦斑尺寸。这意味着可以快速、高分辨率地测量大型或高密度工件。
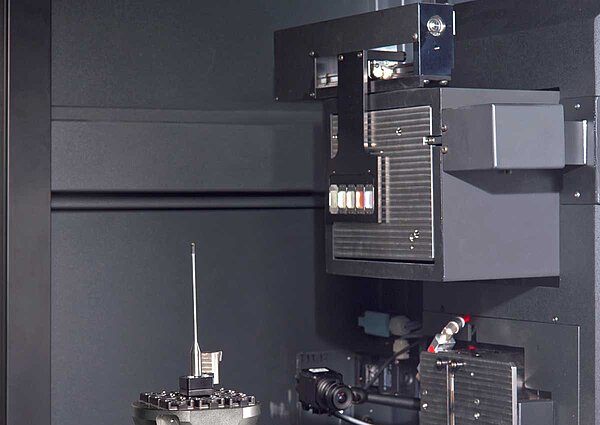
双管测量系统:微焦管(上)和亚微焦管(下)
亚微焦管的最大电压为 160 kV,功率高达 50 W。由于采用了额外的聚焦装置,它可以实现 0.5 μm 的最小焦斑尺寸。放射图像的分辨率通常与容积的分辨率并不一致,CT 设备的参数通常指定容积的分辨率,或者只指定体素大小,通过计算几乎可以任意选择较小的体素大小。这两种方法都不能衡量实际分辨率的结构大小。使用 Werth 亚微焦管,射线图像的分辨率为 0.5 微米。
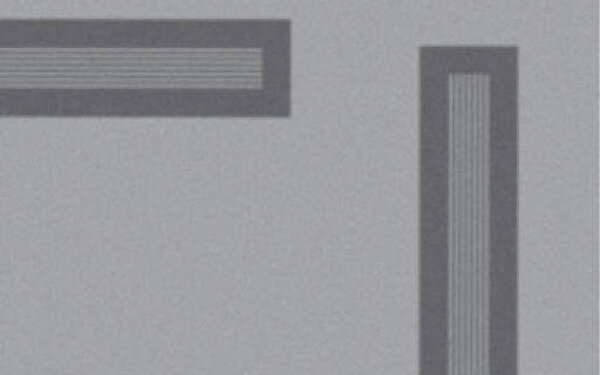
线宽为 0.5 μm 的结构标准的透射图像:结构已解析
CT 坐标测量机的有效分辨率主要来自焦斑、旋转轴和探测器分辨率函数的综合效应(卷积),同时考虑到放大率。因此,该设备还配备了同心度偏差小于 0.2 μm 的高精度旋转轴。这意味着带有亚微焦管的双管测量系统的实际体积结构分辨率约为 1 μm。亚微焦管的应用包括测量过滤材料的纤维结构、通过彩色编码显示测量颗粒的穿透深度以及测量颗粒尺寸。
即使是小于一微米的漂移也会导致分辨率显著下降。因此,有必要在层析成像过程中记录并纠正漂移。凭借高精度多传感器坐标测量机,Werth 在这一领域拥有多年的丰富经验。针对亚微焦管,我们对断层扫描过程中的漂移检测程序进行了优化,并开发了用于检查体积结构分辨率的新程序。
在 TomoScope® L、XL 和 XL NC 设备中可以安装双管测量系统。还可以添加其他传感器,例如用于光学测量的色度聚焦点传感器,用于快速检测局部区域的测量点或粗糙度测量。
双管测量设备可用于解决分辨率要求差异较大、工件尺寸和材料不同的测量任务。在使用纤维复合材料进行注塑成型时,可使用微焦管测量几何特性,使用亚微焦管测量纤维方向、长度和直径。对于压铸工件,可以分析孔隙、气孔或裂纹。其他应用还包括研发等。
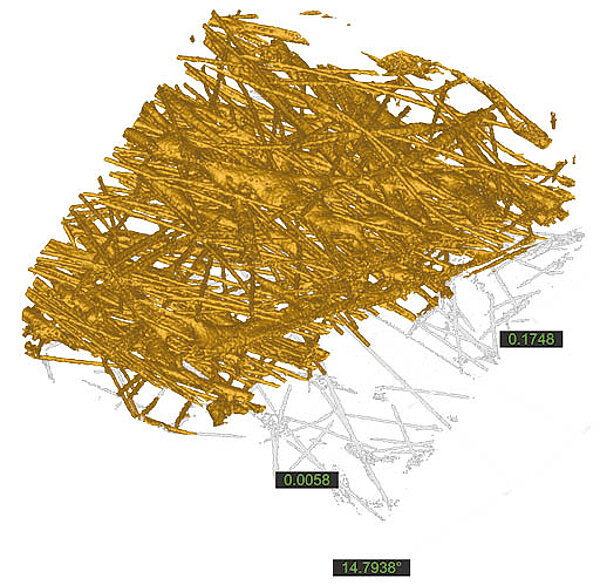
尺寸在个位数微米范围内的过滤器纤维结构
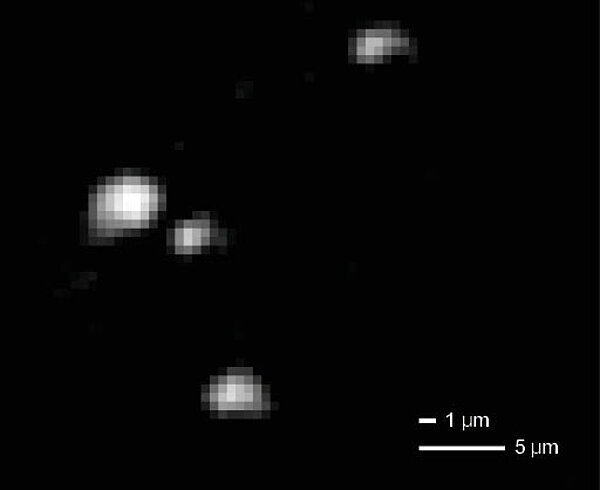
含有不同尺寸钢粒的体积截面图